Printer Profiles
Here you can configure retraction length, speed, axis speeds, home position, print volume, the printer snapshot command, as well as other printer/slicer related settings. It is very important that the printer profile is correctly configured.
click to see the tab
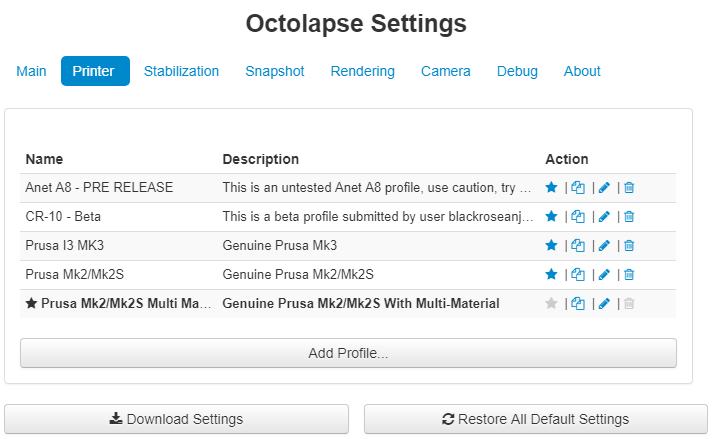
You can get to the printer profiles by opening the Octolapse settings and clicking on the 'Printer' tab.
Octolapse requires some information from your slicer in order to perform some critical actions like lifting and retracting before movement, and to properly detect the extruder state and the currently printing features. It is extremely important that you fill in all of the values exactly.
Octolapse will be easier to configure if you select the slicer you are using. You have the following options:
- Cura
- Slic3r Prusa Edition
- Simplify 3D
- Other Slicer (generic slicer)
See this link for info on configuring Octolapse for use with Cura.
See this link for info on configuring Octolapse for use with Simplify 3D.
See this link for info on configuring Octolapse for use with Slic3r Prusa Edition.
For all other slicers, See this link for info on configuring Octolapse with a generic slicer.
Set the default axis mode, control deretraction/retraction speed and length. Used for both snapshot GCode generation and position/state detection.
It is very important that you copy all speed Octolapse needs to know about your axis speeds so that it can retract, lift, and travel at the proper speeds. Improper settings here can slow down your prints and reduce quality, so be sure to check your slicer settings for the correct settings.
This option allows you to switch between millimeters per minute (mm/min) and millimeters per second (mm/sec). Some small rounding changes can occur when switching to/from each unit.
Also called travel speed. This is the speed Octolapse will use for travel when taking a snapshot. It is also used detect movement/travel for 'feature detection' within the snapshot profile.
This is the speed Octolapse will use when retracting. It is also used detect movement/travel for 'feature detection' within the snapshot profile.
This is the speed Octolapse will use for deretracting. If you are unsure of this setting, use the retraction speed. It is also used detect movement/travel for 'feature detection' within the snapshot profile.
When performing a Z-Hop, Octolapse will use the speed provided here. This value can be hard to find without looking through sliced gcode, but is generally the same as the Movement (travel) speed. It is also used detect movement/travel for 'feature detection' within the snapshot profile.
The speed at which perimeters are printed. An optional settings used for 'feature detection'.
The speed at which small perimeters are printed. These are often external perimeters too! This is an optional settings used for 'feature detection'.
The speed at which the all-important external perimeters are printed. This is an optional settings used for 'feature detection'.
The speed at which non-solid infill is printed. This is an optional settings used for 'feature detection'.
The speed at which solid infill is printed. This is an optional settings used for 'feature detection'.
The speed at which top solid infill is printed. This is an optional settings used for 'feature detection'.
The speed at which supports are printed. This is an optional settings used for 'feature detection'.
The speed at which bridges are printed. This is an optional settings used for 'feature detection'.
The speed at which gaps are filled. This is an optional settings used for 'feature detection'.
Some slicers allow you to set a fixed first layer speed. This is an optional settings used for 'feature detection'.
A tolerance that can be applied when checking to see if your current printer speed matches the speed settings above. This is useful to handle rounding and precision error when converting to and from mm/min to mm/sec.
Set the default axis relative/absolute mode. It is highly recommended that you require explicit commands to set the axis modes, but some slicers do not do this by default. Use caution when settings a default mode.
This is the default mode (relative/absolute) for the X,Y and Z axes. The safest setting here is 'Require Explicit G90/G91', which means that Octolapse will not track the bed/extruder position before it receives a G90 or G91 command. This is a good practice.
This is the default mode (relative/absolute) for the extruder. The safest setting here is 'Require Explicit M82/M83', which means that Octolapse will not track the extruder position before it receives an M82 or M83 command. This is a good practice.
This setting can be used to override the setting for this feature within OctoPrint. For some printers running a G90 or G91 also sets the extruder mode (like M82 or M83). This was mostly included to make users aware of the impact of this setting, and to make it easier to switch printers.
This should be set to Millimeters for most printers. Octolapse does NOT work with imperial units (yet, it may at some point), and will stop the timelapse if any position altering commands are detected while in 'Inches' mode. However, if your printer does default to inches (is this true for any printer out there?), it is still possible to make a timelapse by including the G21 command before any position altering commands.
Octolapse can detect the origin position in two ways:
- Auto-Detect Position
- Enter a known origin
- Search for absolute positions within the gcode
This is the preferred option. In this mode Octolapse will wait for a home command, and will then request a position once the home is complete. I have tested this on several printers and it seems to work well.
However, if your printer homes to the same coordinates every time, you can use option 2 to save a bit of time.
Without auto detection and a known origin, you can let Octolapse discover the position by watching the gcode commands. This doesn't work if your gcode uses relative coordinates, however. This feature may be deprecated at some point since the addition of the 'Auto Detect Position' option.
Some commands change the bed/extruder position in a similar way to the home command (G28) or mesh bed leveling (G29). The MK2 and MK3 allow M80 to trigger mesh bed leveling. Adding that command here will cause Octolapse to query a position (m114) before continuing. So far I have not found this necessary for getting good timelapses, but this could help with some edge cases.
Octolapse will not take a snapshot out of the bounds of the printer. The print volume is especially important if you are taking snapshots on the edge of the printer.
Please note that some printers allow negative axes. For example, the Prusa Mk2 can print on the Y axis from about -3 to 210, though the space between -3 and 0 is typically reserved for priming. It's important to include this space within the print volume, else Octolapse may report out-of-bounds errors and will be unable to take snapshots within this area.
Octolapse can either use the default printer profile volume, or you can customize the volume here. When enabled the print volume within your current OctoPrint Printer Profile will be overridden. This does not affect the function of OctoPrint, only the Octolapse plugin.
When entering a print volume, keep in mind that some printers use auto-leveling, which can slightly change the reported bed coordinates. If you have problems with out-of-bounds positions, either expand the volume, or move your snapshot position away from the edge of the bed.
When this is enabled, octolapse will skip any snapshots that put the extruder or bed in an out of bounds position. When disabled, Octolapse will use the nearest in-bounds position.
Octolapse needs to compare lots of floating point numbers. Also, your printer is likely reporting positions that are slightly different than what you'd expect based on the GCode commands you've sent due to mechanical limitations. When appropriate, Octolapse will use this tolerance to determine if two values are close enough to be considered equal. If you absolutely must change this value, try using 0.001 or 0.01
When GCode Triggering is enabled (snapshot settings) This command will be detected by Octolapse. When it appears in the gcode file, a snapshot will be taken (depending on the gcode trigger settings).
Some printers prime at some height above the print bed. This confuses Octolapse's layer trigger into believing that layer 1 is at this priming height. The priming height must be set HIGHER than your layer height but AT OR BELOW the height at which your printer primes. The default profiles use 0.75mm as a default since this is usually well above the maximum layer height, and well below the height at which your printer primes.
Note that some printers prime directly on the bed (Prusa MK2/MK3 as an example), usually at a slightly higher level than your first layer height. This can cause a snapshot to be taken BEFORE the prime when using a layer/height trigger. If this is a problem, you can set the priming height to match the priming layer height exactly providing that the priming is taking place ABOVE your first layer height. Generally this doesn't cause a problem, though.
This feature will prevent the snapshot pseudo-gcode command from being sent to the printer even when Octolapse is not enabled. Note that this setting will NOT work if Octolapse is disabled through the plugin manager, but only through the Octolapse main settings or on the Octolapse tab.
When enabled Octolapse will assume that your firmware is set to use the same retraction/deretraction settings (except z-lift) as your Octolapse profile. It is always a good idea to include an M207 and or M208 in your start gcode if you are using firmware retract/deretract so that Octolapse knows what values to use when tracking position.
When enabled Octolapse will assume that your firmware is set to use the same zlift value for retraction/deretraction settings as your Octolapse profile. It is always a good idea to include an M207 and or M208 in your start gcode if you are using firmware retract/deretract so that Octolapse knows what values to use when tracking position.
If this setting ONLY if you are using firmware zlift! If your gcode is performing zlift manually (g0/g1) using absolute coordinates, your nozzle may crash into your part. When in doubt, leave this unchecked!.